At Flexco, we pride ourselves on helping you - and your belt conveyor system – work better than ever before. That’s why we don’t just sell products. We partner with you to enhance productivity. And even after your belt is up and running, Flexco stays involved. It’s all part of our commitment to being your most valued partner on the job.
Partner with the EXPERTS in Belt Conveyor Solutions
We are committed to keeping your belts and your business moving. Flexco goes beyond manufacturing belt fasteners, cleaners, and maintenance products to developing real solutions to your belt conveyor challenges.
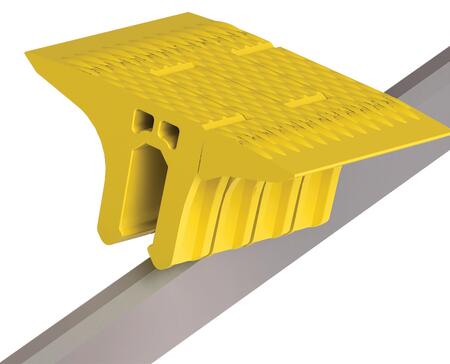
An independent engineering report confirms Flexco Segmented Transfer Plates meet or exceed ASME B20.1 and EN 619 nip point guarding requirements, helping protect workers and product flow at every transfer point.
An Australian underground coal mine was facing persistent carryback and water bypass issues, creating ongoing clean-up demands despite using multiple belt cleaners. Seeking a solution that could also meet strict FRAS safety requirements, the site partnered with Flexco to trial an improved belt cleaning setup.
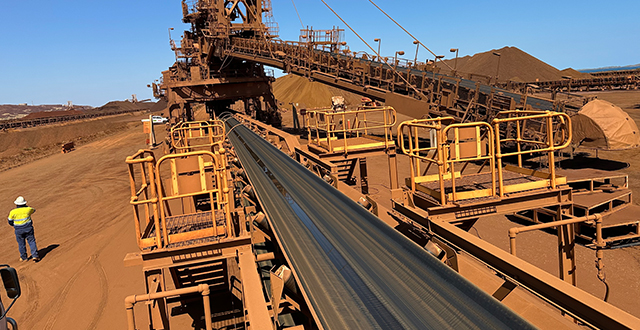
A major iron ore port facility north of Karratha faced a critical belt changeout involving 2 different belt specifications, a challenge that demanded a solution that was fast, safe, and engineered. The traditional dummy splice method would require 10 to 12 hours of downtime, and connecting belts with different cord pitches and diameters presented unique technical challenges.
Flexco is pleased to announce the acquisition of SHG Conveyor Control GmbH, the creator of Rip Prevent+, an advanced AI-powered conveyor monitoring system that enhances conveyor efficiency.
Specifically engineered for extreme heavy-duty mining applications, the PXT helps to convey larger material tonnages at higher speeds, all while keeping belt conveyor systems clean.
Flexco Australia has launched a new dedicated training website designed to make it easier for customers, distributors, and industry professionals to access technical training, book sessions, and build practical conveyor knowledge.
An iron ore mine in Australia struggled with extreme carryback on an incline conveyor, leading to costly cleanup efforts, belt misalignment, and safety hazards. Flexco and a distributor installed a CBS Continuous Blade Secondary Cleaner and EZ-Air Tension Kit, reducing maintenance needs, improving belt tracking, and eliminating safety risks.
The Flexco® Flextreme™ Secondary Cushion is the ideal cleaner cushion to pair with aggressive highspeed belts. The polyurethane cushion is encased in stainless steel, removing any chance of delamination; resulting in increased longevity.
Since 2004, The Australian Mining Prospect Awards are the most esteemed and prestigious awards program for the mining and minerals processing industry within Australia.
Flexco Elevate™ Digitally Transforms Belt Conveyor Productivity
Flexco recently introduced Flexco Elevate™ Belt Conveyor Intelligence™, an innovative, real-time monitoring system that harnesses the power of predictive analytics so mining, aggregate, and cement operations can remotely gather critical insights that optimize belt conveyor productivity.
Pulley lagging plays a critical role in conveyor performance, but choosing the right installation method isn’t always clear. This blog breaks down the differences between cold bonded and hot vulcanised pulley lagging, outlines the risks of selecting the wrong approach, and provides practical guidance to help you choose the best option for your application.
Conveyor belts in food processing rarely fail without warning. Edge wear, cracking, carryback, and persistent odors are five signs your belt is overdue for professional cleaning. Here's how to spot each one and what to do before downtime forces the decision for you.
Conveyor transfer points are one of the most common sources of serious injury in warehousing and distribution, with OSHA linking poor machine guarding to thousands of amputations and crushing incidents each year. This blog breaks down how nip point injuries happen, what ASME B20.1, ANSI B11.19, and EN 619 require, and how Flexco's Segmented Transfer Plates (STPs) close the exposed gap while reducing the debris buildup that draws workers into the hazard.
Choosing the right fastener installation tool can make all the difference in your operation’s efficiency and productivity. Flexco’s 48-inch and 24-inch Alligator® Staple Gold Class™ Plus tools both deliver precise, durable splicing solutions, but how do you decide which is best for your facility? Discover the unique advantages of each tool and learn how to optimize your belt fastening process in our latest blog post.
Is your warehouse keeping up with customer expectations? When conveyor transfer gaps cause delays, damaged goods, and inefficiencies, your bottom line—and your reputation—take a hit. Discover how proactive solutions can eliminate these challenges, streamline operations, and enhance customer satisfaction.
A copper-gold mine located in New South Wales, Australia was experiencing premature failure of belt cleaner cushioning systems on one of its underground transfer conveyors. Cushions on the site's existing standard P-Type style secondary cleaner were fatiguing and failing before the next scheduled 6-week shutdown.
A gold-copper mine in the Central West of New South Wales was experiencing significant carryback on a surface belt conveyor. The existing competitor P-Type secondary belt cleaner with bolt tensioning was delivering poor cleaning performance, resulting in frequent material buildup and ongoing manual cleanup.
An Australian underground coal mine was facing persistent carryback and water bypass issues, creating ongoing clean-up demands despite using multiple belt cleaners. Seeking a solution that could also meet strict FRAS safety requirements, the site partnered with Flexco to trial an improved belt cleaning setup.
An Australian glass recycling facility was experiencing severe carryback on a reversing conveyor, leading to excessive cleanup, downtime, and safety concerns. After a detailed audit, Flexco found the right cleaning solution for their application that significantly reduced carryback, cut maintenance time by 87%, and improved overall system reliability.
Transporting dry concrete generates significant dust, making it one of the hardest materials to handle especially in fine particle form. Dust control is essential because it can cause respiratory, cardiovascular, skin, and eye health issues. Sites prioritize minimizing dust not only for worker safety but also to comply with strict environmental regulations across Australia.
A major iron ore port facility north of Karratha faced a critical belt changeout involving 2 different belt specifications, a challenge that demanded a solution that was fast, safe, and engineered.